

蒋亚宇,尼古拉·迪莫夫,尼古拉斯·西塔
生化工程系,伦敦大学学院伦敦,大不列颠联合王国
电子邮件:n.szita@ucl.ac.uk
为什么这个有用?
微系统的封装很大程度上依赖于在保持微结构及其尺寸的同时可靠地粘合不同类型材料的能力。然而,the bonding of different materials each with their specific physical and chemical properties frequently turns into a tedious,因此操作耗时;经常,材料的选择和微加工技术受到粘合技术的限制。Particularly challenging for bonding can be combinations of quartz,含聚合物和金属的玻璃或硅。
Here we demonstrate a rapid,低成本,紫外辐照键合法,which is suitable for the bonding and assembly of quartz-to-silicon,石英到金属,石英到聚合物,石英到石英器件。We demonstrate in detail on the more challenging combinations,也就是说,把一块石英片和一块铝板粘合在一起。在我们的例子中,铝板含有微加工结构。同样的程序也适用于其他材料组合。即石英到硅,石英到聚合物,石英到石英或石英到金属,用于铝以外的金属;实施本方法的主要要求是至少一种材料对紫外线透明。
我需要什么?
- 铝板,厚度为1 mm(例如AW6082-T6型,史密斯金属中心,英国)
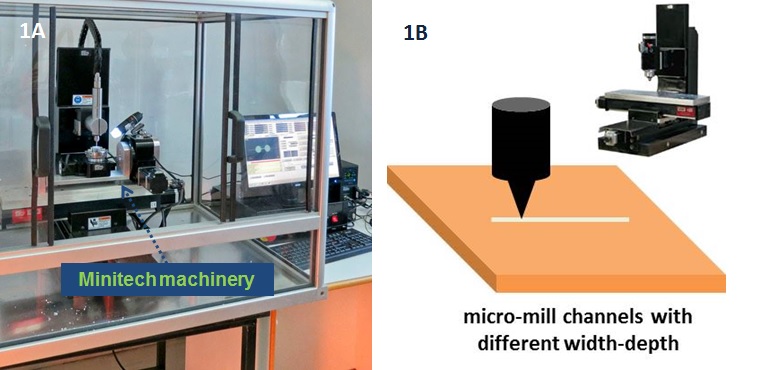
- 微型铣床(例如CNC Micromill燃气轮机,微型科技,美国)
- 平头端铣刀0.25 mm,和2 mm(例如PMT立磨,美国)
- 等离子清洗机(例如PDC-32G-2型,哈瑞克血浆,英国)
- 紫外线固化粘合剂(例如诺亚61号,诺兰产品,英国)
- UV lamp,100瓦,365牛米(例如B-100美联社,紫外线辐射,剑桥,英国)
- 石英显微镜载玻片,熔融石英,25.4×76.2×1毫米三(例如42297年,阿尔法·埃萨尔,英国)
我该怎么办?
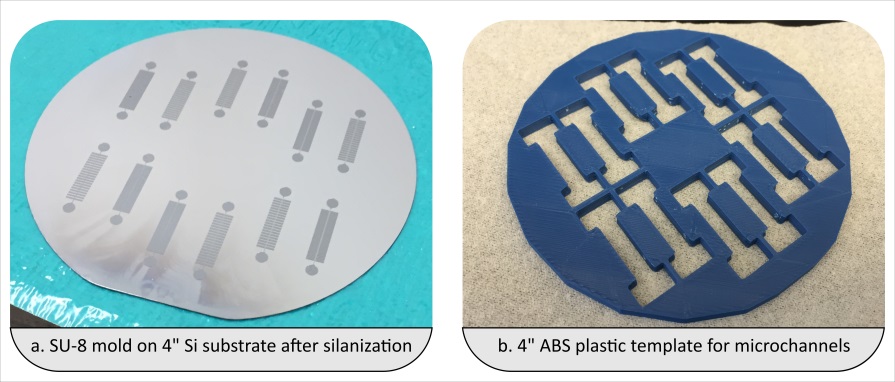
1.金属基板的设备设计与平整
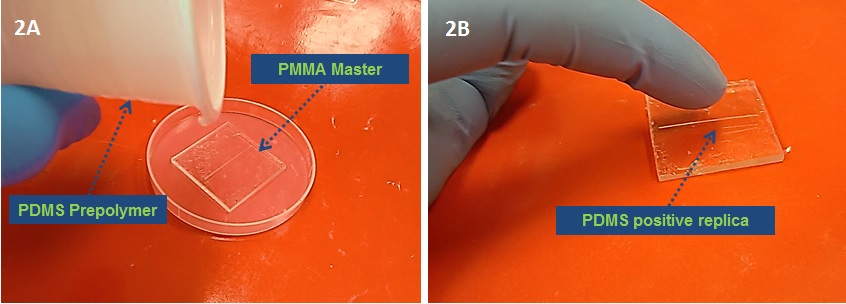
- 在任何可用的计算机辅助设计(CAD)软件中绘制设备设计。由于金属基体的表面粗糙度会变化,建议在实际制造前进行抛光。
- 使用任何CAM/CAD软件生成数控机床的G代码。需要两个单独的文件:一个用于抛光基板,一个用于实际设计。
2.第二步。微铣削
- 将铝基板夹在铣床的工作台上。确保不要弯曲材料。
- Set the initial coordinates (X0,Y0,z0)对于这项工作。
- 用2 mm平头立磨抛光铝基板。
- 换成直径较小的工具(0.25 mm)。
- 用0.25 mm立磨在铝板上磨出设计结构。
三。清除铝基板上的残留物。先用水清除灰尘,然后用乙醇清洗表面。and then with compressed air.最后在烘箱(120_C,30最小值)。
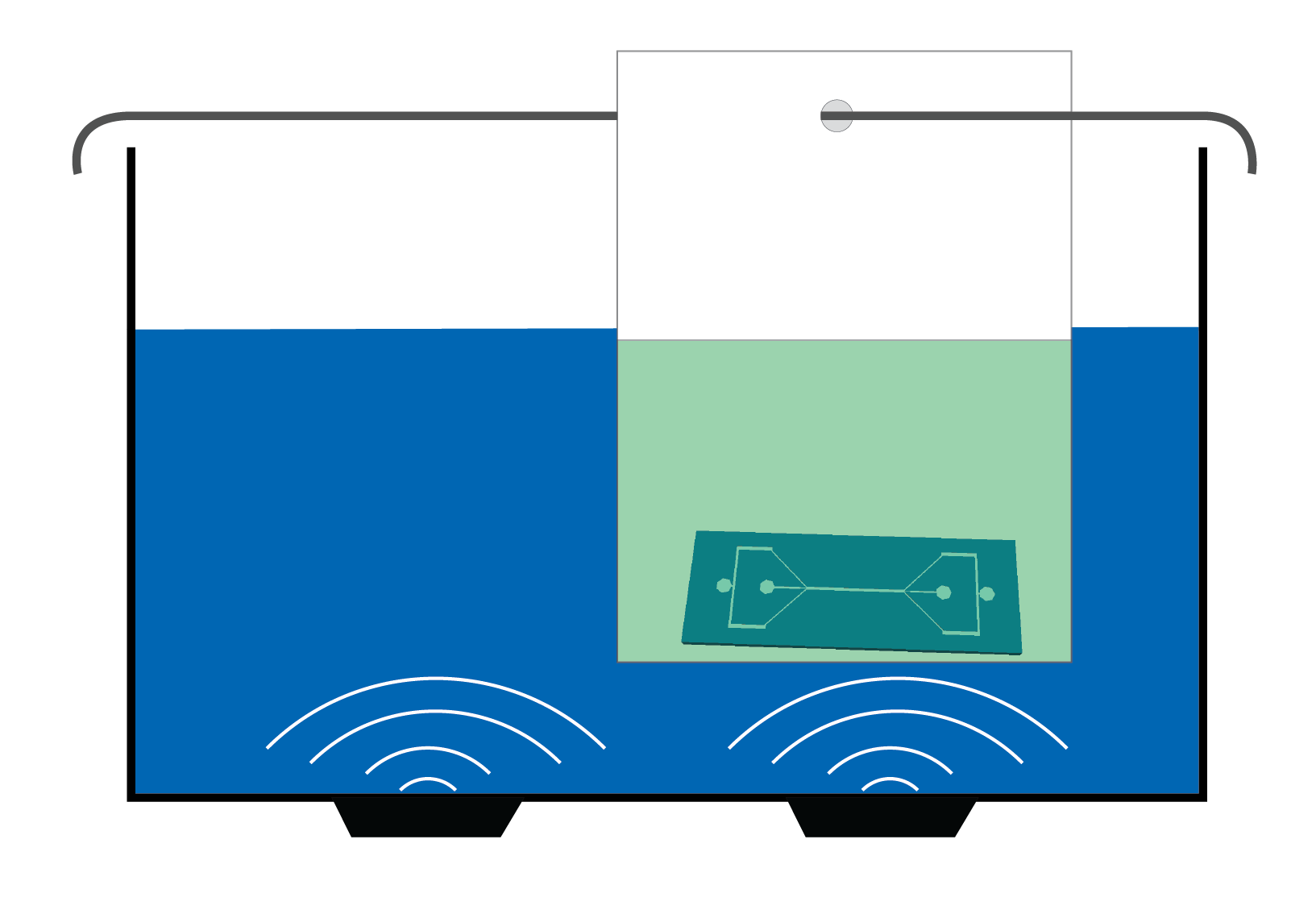
第四章。石英显微镜载玻片的等离子体活化。将石英显微镜载玻片放入等离子清洗机内。等离子处理是一种“表面处理”,因此,即将粘合的表面应朝向燃烧室的中心。
- 排空燃烧室,直到在恒定的空气流入下,工作压力达到500 mTor。
- 在27_W时打开等离子,which is the highest intensity available for the specified Plasma Cleaner.
- 90秒后“关闭”等离子。
- Vent the chamber of the Plasma Cleaner by opening the needle valve and allowing air to enter through the flow meter.
- 从等离子清洁器中取出激活的基板。
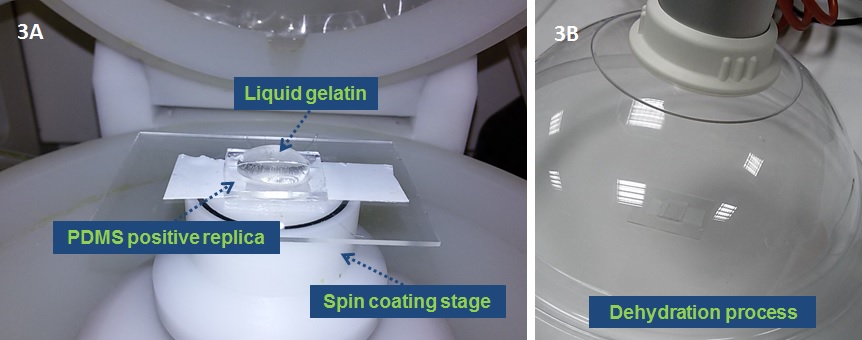
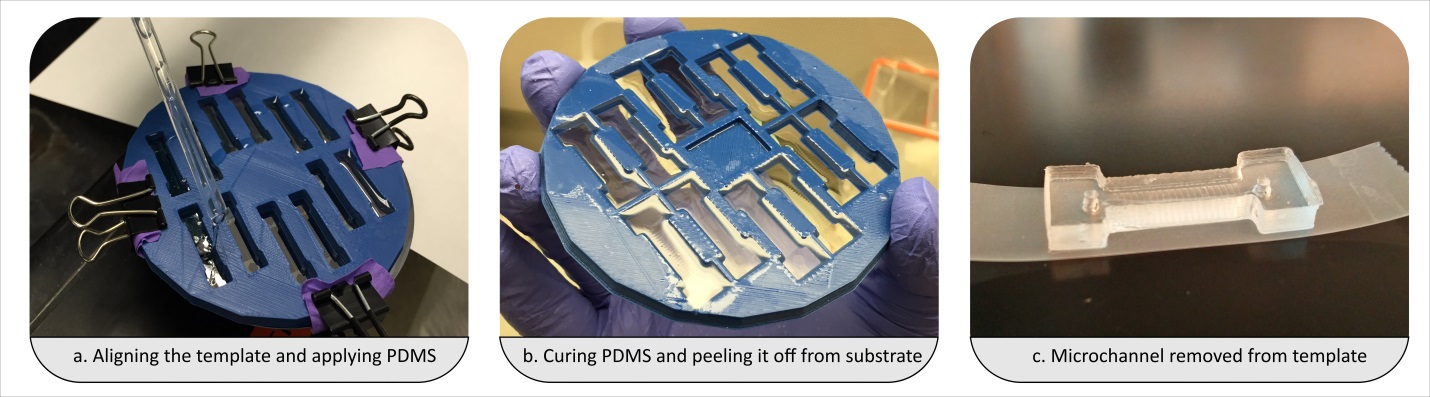
5.粘合
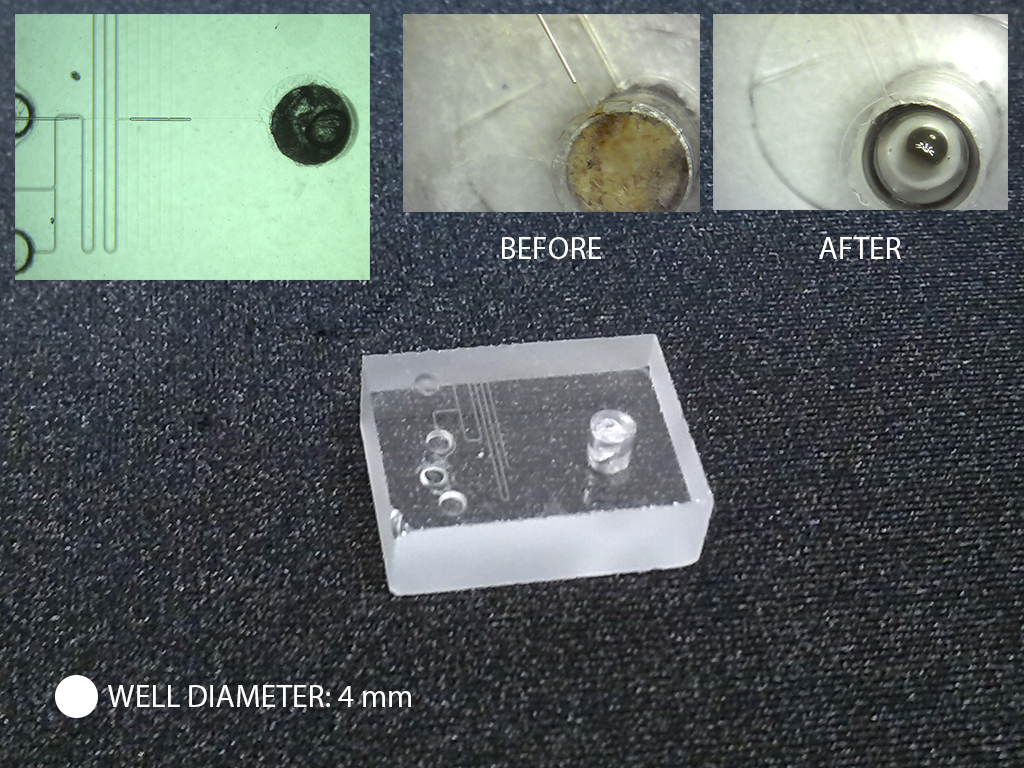
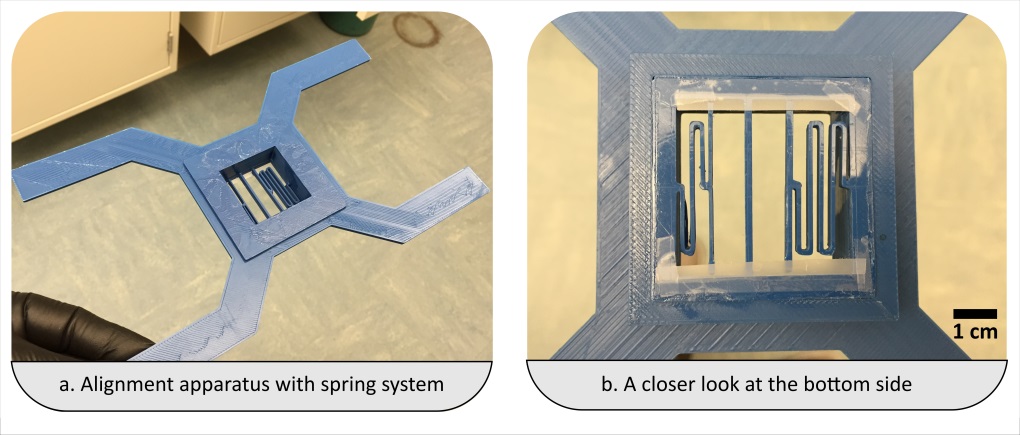
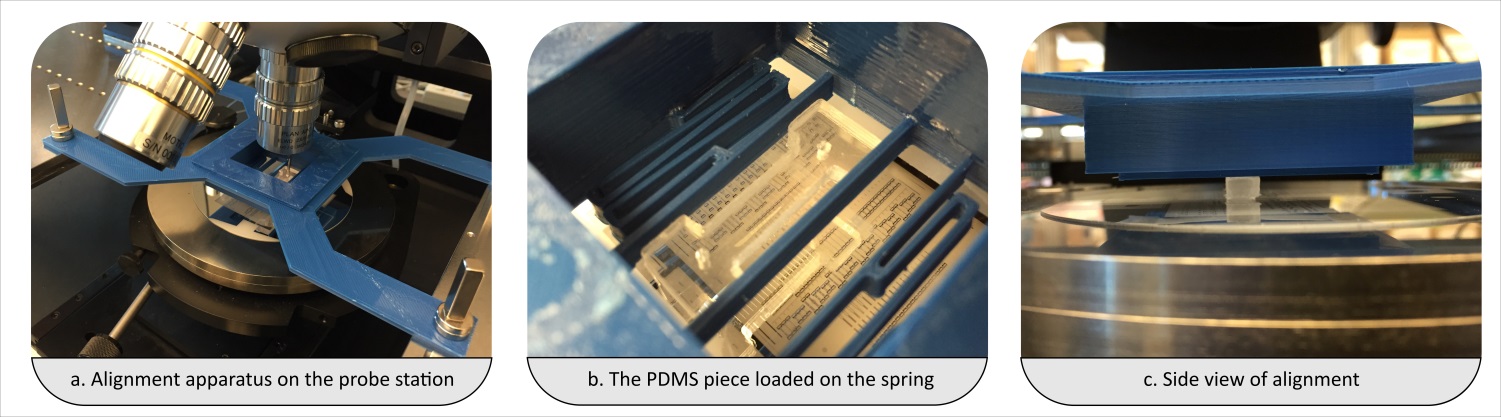
- 通过将激活的石英表面牢牢地压在铝板上,对齐基板(从而封闭微结构)。石英和铝表面之间形成了一个细小的界面间隙。
- In case you have a large chip or thin fragile substrates you may need to carefully clamp the substrates together.
- Prime the gap with the adhesive while holding the two substrates of your device together.为了做到这一点,在一边放一小滴粘合剂,即两个基板之间的间隙。由于毛细管作用,粘合剂将流入间隙。厚实的底材将被粘合膜充分地粘合在一起。由于表面效应(表面张力和润湿角),粘合剂的流动将在微加工结构的边缘停止。检查装置是否完全充满粘合剂。必要时添加更多的粘合剂。
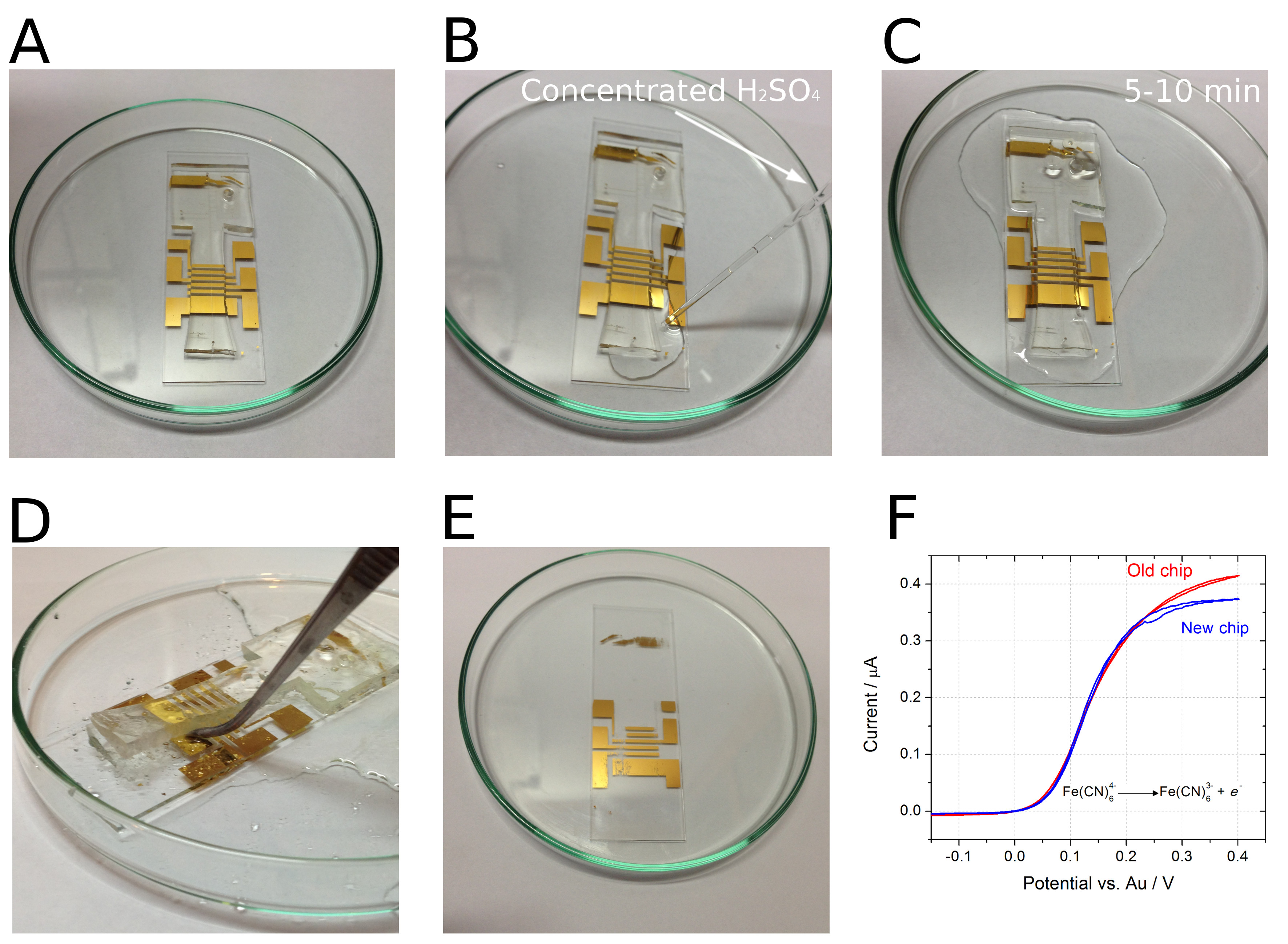
- 将完全涂过底漆的设备暴露在紫外线下进行固化,365nm@100 W,持续5到10分钟。
- 将设备放入烤箱中,温度为50°C。根据供应商的规范,在50°C下12小时后,粘合强度达到最大值。或者,对于温度敏感材料,在室温下延长培养时间也是可行的。
所提出的结合方法的主要优点如下:
1.混合型微流体装置可以很容易地连接起来。
2.第二步。该方法相对简单,不需要洁净室条件。
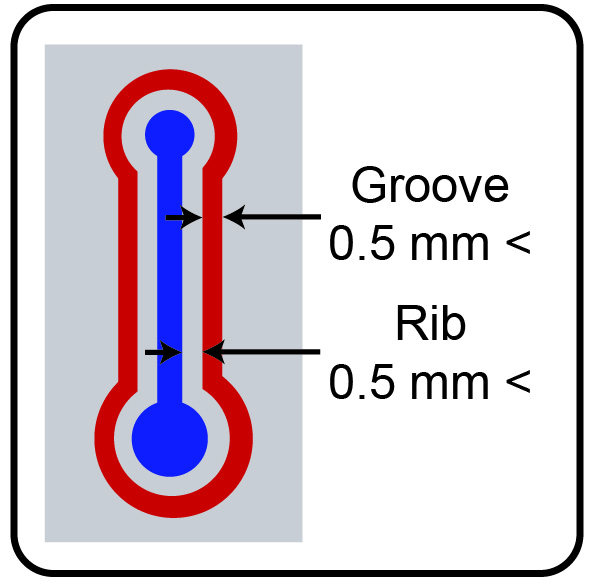
三。该方法适用于任何紫外线透明材料,只要表面清洁,光滑,只要它们能促进毛细血管的作用,就必须用粘合剂打底。
第四章。这是一种经济联系方法。一个预期的30毫升的紫外线固化粘合剂应该足以粘合100多个微流体装置。因此,每个组件的成本将低于2英镑(或约0.3美元)。
我还应该知道什么?
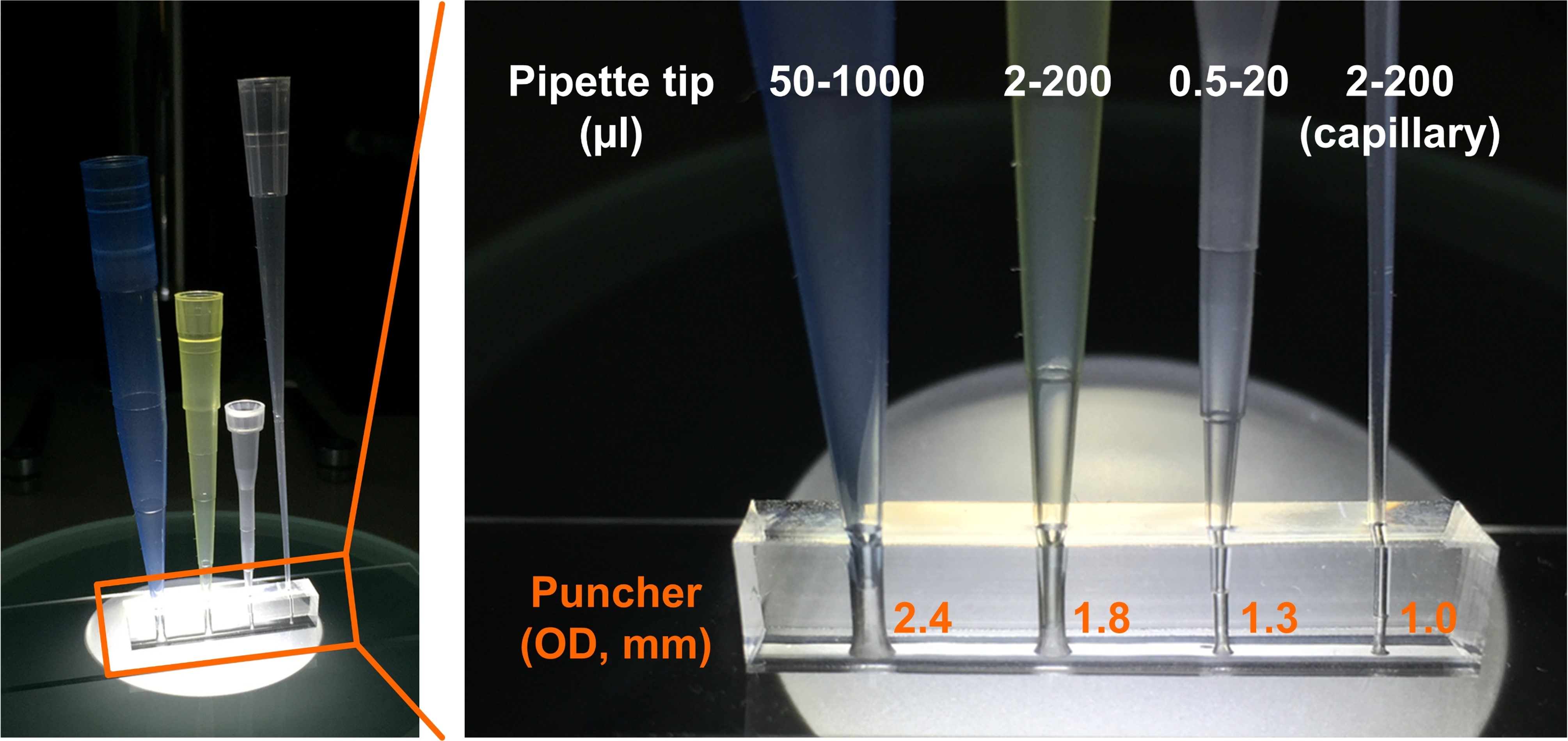
第一季度。What processes do you use to create the holes in the quartz slide?
A1.The quartz slides are drilled with diamond drill bit (Eternal tools,英国)直径1 mm,和台钻(D-54518,普罗克森,德国)转速为1080转/分。这是一个缓慢的操作,因为该过程更接近于研磨而不是钻孔。为了避免在石英滑块中形成裂缝,并冷却金刚石钻头,在石英表面施加一滴水。每次循环后,磨碎的石英碎片可能会堆积在孔底;它可以用移液管和冷却液除去。
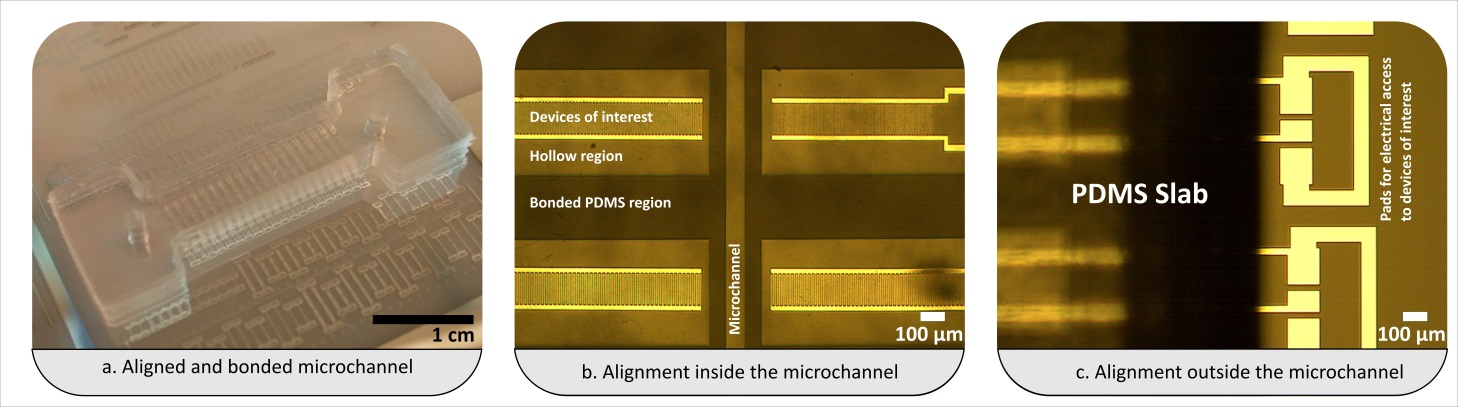
问题2。您是否尝试过将此方法用于断开连接的通道几何图形?例如,一种槽形布局,形状像“O”,可防止粘合剂从滑块边缘湿润?
A2.我们成功地与复杂的serpent geometries.对于“O”形通道,我们使用额外的馈送,一个洞,在其中一个允许粘合剂扩散的基底上钻孔。
问题3。粘合剂是否会“爆裂”并进入通道?如果是这样,你用什么方法来最小化发生这种情况的可能性?
A3.Yes,偶尔会发生粘合剂填充通道的情况。
为了防止这种情况:一次施胶量最少,同时还需要监控前端的传播。我们等到胶水到达通道边缘,然后我们把组件放在紫外光下进行固化。
如果通道中充满了少量粘合剂,胶水可以用一点乙醇或丙酮冲掉。
完全充满的通道需要拆卸,用丙酮或乙醇清洗基底。之后,这个过程可以用较少的胶水重复。








")



















{kind=link}
{kind=link}